

免费咨询热线
18688687067
免费咨询热线
18688687067

联系人:徐先生
电 话:18688687067
网 址:www.srjzdh.com
邮 箱:3136240@qq.com
地 址:深圳市宝安区燕罗街道山门社区第二工业区慧丰工业园一栋105
当驱动电机和间装配同心度保证得较好时,驱动电机输出轴所承受的仅仅是转动力(扭矩),运转时也很平顺,没有脉动感。而在不同心时,驱动电机输出轴还要承受来自行星减速机输入端的径向力(弯矩)。在驱动电机输出轴折断的同时,行星减速机输入端也会承受来自驱动电机输出轴方面的径向力,如果这个径向力超出行星减速机输入端所能承受的**径向负荷的话,其结果也将导致减速机输入端产生变形甚至断裂或输入端支撑轴承损坏。因此,在装配时保证同心度至关重要。从装配工艺上分析,如果驱动电机轴和行星减速机输入端同心,那么驱动电机轴面和输入端孔面间就会很吻合,它们的接触面紧紧相贴,没有径向力和变形空间。而装配时如果不同心,那么接触面之间就会不吻合或有间隙,就有径向力并给变形提供了空间。同样,行星减速机的输出轴也有折断或弯曲现象发生,其原因与驱动电机的断轴原因相同。但行星减速机的出力是驱动电机出力和减速比之积,相对于电机来讲出力更大,故行星减速机输出轴更易被折断。因此,用户在使用行星减速机时,对其输出端装配时同心度的保证更应十分注意。
是指齿轮减速箱和马达的组成体。这种组成体通常也可称为减速电机,其通常由专业的减速机生产厂进行集成组装好后成套供货。安装:只能安装在减震的、平的、支撑结构上。不允许用锤子将联轴器、皮带轮、小齿轮或链轮等敲入输出轴上。使用和维护 严禁超过额定载荷使用。安装后,检查电机是否灵活。正式使用是要先进行空载试验,在运转正常的情况下,在逐步加载运转。齿轮减速机在使用前和工作中应检查油位是否正常。

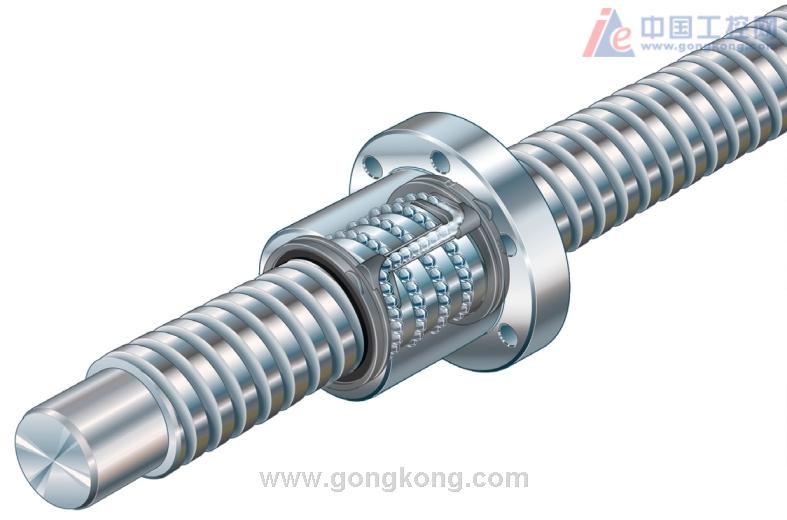
大家都知道,精密行星减速机是非常精密的传动装置,一般和精密伺服电机配套使用,影响精密行星减速机精度的问题有很多,比如,齿轮加工方面,内齿圈加工方面,太阳齿轮材料加工方面等都是影响精密行星减速机精度的主要原因,下面我这里主要讲的是不被大家注意到的方面:精密行星减速机用轴承。 精密行星减速机的回转精度,在减速机本身的加工误差符合要求的前提下,很大程度上是由蜗杆减速器厂家内部轴承来决定。精密行星减速机回转精度的调整关键是要调减速机内部轴承的间隙。保持合理的蜗杆减速器厂家内部轴承间隙量,对精密行星减速机部件的工作性能和轴承寿命有着重要意义。对于滚动轴承来说,在有较大间隙的情况下让精密行星减速机工作,不但会使载荷集中作用在处于受力方向上的那个滚动体上面,而且在轴承内、外圈滚道接触处产生严重的应力集中现象,缩短轴承寿命,还会使主轴中心线产生漂移现象,容易引起精密行星减速机部件的振动。 因此,使减速机内部轴承内部产生一定的过盈量,造成滚动体和内、外圈滚道接触处出现一定的弹性变形量,以提高轴承的刚性。其实影响精密行星减速机精度的原因有很多,以上就是从减速机内部轴承方面作出简要分析,大家可以作为参考。

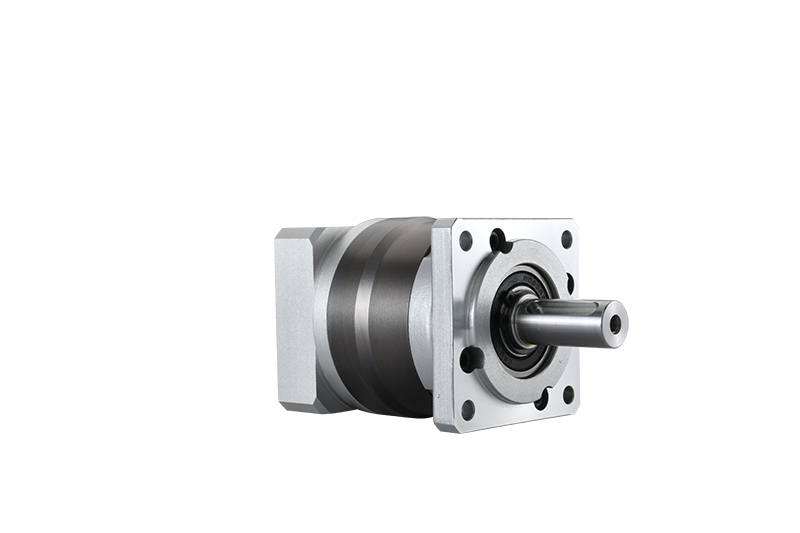
是一种用途比较广的减速设备,的精度比较高,一般情况下,行星减速机主要被用来降低转速增大扭矩和降低负载/电机的转动惯量比。体积小、重量轻,承载能力高,使用寿命长、运转平稳,噪声低、输出扭矩大,速比大、效率高、性能安全的特点。兼具功率分流、多齿啮合的特点,兆威微型行星减速机广泛应用于智能汽车传动、5G通讯设备、智能机器人、智能家居、医疗保健、电子产品等的智能驱动的传动系统。行星减速机应用行业5G通讯设备5G通讯设备智能通讯传动方案智能通讯传动方案汽车智能传动方案汽车智能传动方案医疗智能传动方案医疗智能传动方案智能机器人传动方案智能机器人传动方案智能机器人传动方案智能化家居传动方案智能化家居传动方案行星减速机采用渐开线星齿轮传动,合理利用内、外啮合、功率分流,箱体采用球墨铸铁,大大提高了箱体的钢性及抗震性;齿轮均采用渗碳淬火处理,得到高硬耐磨表面,齿轮热处理后全部磨齿,降低了噪音,提高了整机的效率和使用寿命;一般,行星减速机行星传动级数有2级和3级,这是常用的级数,兆威微型减速电机有4级传动。
今日小编作为厂家主要想跟大家讨论了解下精密行星减速机是如何进行热处理的,减速机热处理有哪些方式呢?热处理方式,选择好的精密行星减速机材料,有利于提高齿轮减速机的承载力及使用寿命。针对精密上海减速机的结构特点和齿轮的载荷性质,应该广泛采用硬齿面齿轮。获得硬齿面齿轮热处理方法有很多。如表面淬火、整体淬火、渗碳淬火、渗氮等,应根据齿轮减速机的特点选定。1.表面淬火,常见的表面淬火方法有高频淬火(对小尺寸齿轮)和火焰淬火(对大尺寸齿轮)两种。表面淬火的淬硬层包括齿根底部时,其效果最好。齿面硬度可达45-55HRC.2.渗氮 采用渗氮可保证齿轮在变形最小的条件下,达到很高的齿面硬度和耐磨性,热处理后不再进行最好的精加工,提高了承载能力。3.渗碳淬火渗碳淬火齿轮具有相对较大的承载能力,但必须采用精加工工序(磨齿)来消除热处理变形,以保证精度。渗碳淬火齿轮常用渗碳前碳的分数为0.2%-0.3%的合金钢,其齿面硬度常在58-62HRC范围内,若低于57HRC时,硬面强度显著下降,高于62HR则脆性增加。渗碳淬火齿轮的硬度,从齿轮表面至深层逐渐降低,而有效渗碳深度规定为表面至硬度5.25HRC处的深度。渗碳淬火在齿轮弯曲疲劳强度方面的作用除使心部硬度有所提高外,还在于表面的残余压应力。它可使最大压应力区的应力减小,因此磨齿时不能磨齿根部分


