

免费咨询热线
18688687067
免费咨询热线
18688687067

联系人:徐先生
电 话:18688687067
网 址:www.srjzdh.com
邮 箱:3136240@qq.com
地 址:深圳市宝安区燕罗街道山门社区第二工业区慧丰工业园一栋105
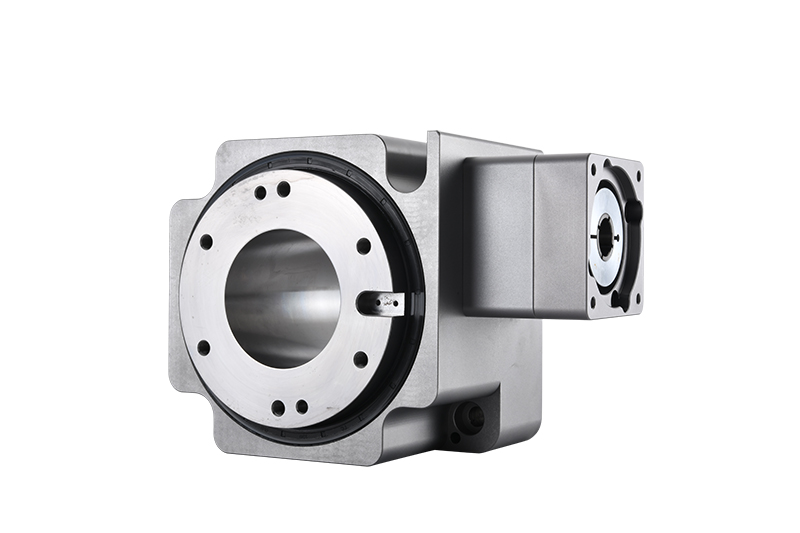
能满足对载重的直接负荷,能实现对任意角度的定位,成本低,可以搭配伺服马达来使用,集高传动效率、高刚性、高性价比于一身,安全方向可以自由设计。可以短时间的实现角度的定位,也可以实现无齿隙的高度准确的定位,减少设计的时间,来缩短交期。 它的高输出是指惯量大 200N▪m高刚性是指轴心方向载重大 500N▪m 不同的型号的惯量也有所不相同,型号越大容许惯量越大,相对于负载惯量的变形位移量就越小;而且它还自带零点开关:旋转平台配置光电开关及感应片,方便电气中的零点控制,可以简化机械设计流程。中空旋转平台的精密度还很高,因为它经过精密的数控加工,高度的齿轮加工以及组装后的研磨加工。

怎样对精密蜗杆减速器进行有效的检查和维护。不同的润滑油禁止相互混合使用。油位螺塞、放油螺塞和通气器的位置由安装位置决定。它们的相关位置可参考蜗杆减速器的 安装位置图来确定。 下面上海劲传减速机讲述主要通过油的更换,油位的检查,对于带油位螺塞的减速机,油的检查等多方面的来阐述的。一、对于带油位螺塞的减速机检查油位,是否合格;安装油位螺塞。二、油的更换冷却后油的粘度增大放油困难,减速机应在运行温度下换油。切断电源,防止触电!等待减速机冷却下来无燃烧危险为止!三、注意事项入同牌号的新油;油量应与安装位置一致;在油位螺塞处检查油位;拧紧油位螺塞及通气器;换油时减速机仍应保持温热;在放油螺塞下面放一个接油盘;打开油位螺塞、通气器和放油螺塞;将油全部排除;装上放油螺塞。四、油位的检查切断电源,防止触电!等待减速机冷却;移去油位螺塞检查油是否充满;安装油位螺塞。五、油的检查切断电源,防止触电!等待减速机冷却;打开放油螺塞,取油样;检查油的粘度指数;如果油明显浑浊,建议尽快更换。
怎么样对进行润滑呢。关于减速机的润滑,对于减速机的保养来说也是非常重要的环节。开式及半开式齿轮减速机传动,或速度较低的闭式齿轮传动,通常用人工作周期性加油润滑,所用润滑剂为润滑油或润滑脂。的润滑也有自己的条件,对于不同的减速机润滑的条件也是不同的。下面看看是怎么进行齿轮减速机的润滑的。当减速机的齿轮的圆周速度>12m/S时,应采用喷油润滑,即由油泵或中心供油站以~定的压力供油,借喷嘴将润滑油喷到轮齿的啮台面上。当v≤25m/s时,喷嘴位于轮齿啮入边或哨出边均可;当v>25m/s时,喷嘴应位于轮齿哨出的一边,以便借润滑油及时冷却刚啮合过的轮齿,同时亦对轮齿进行润滑。通用的闭式齿轮减速机传动,其润滑方法根据齿轮的圆周速度大小而定。当齿轮的圆周速度V<12m/s时,常将大齿轮的轮齿浸入油地中进行浸油润滑。这样,齿轮在传动时,就把润滑油带到啮合的齿面上,同时也将油甩到箱壁上,借以散热。齿轮浸入油中的深度可视齿轮的圆周速度大小而定,对圆柱齿轮通常不直超过一个齿高,但一般亦不应小于10mm;对圆锥齿轮应浸入全齿宽,至少应浸入齿宽的一半。在多级齿轮传动中,可借带油轮将油带到未浸入油地内的齿轮的齿面上.油池中的油量多少,取决于齿轮传递功率的大小。对单级传动,每传递Ikw的功率,需油量约为0.35~0.7Lo对于多级传动,需油量按级数成倍地增加。
今日小编作为厂家主要想跟大家讨论了解下精密行星减速机是如何进行热处理的,减速机热处理有哪些方式呢?热处理方式,选择好的精密行星减速机材料,有利于提高齿轮减速机的承载力及使用寿命。针对精密上海减速机的结构特点和齿轮的载荷性质,应该广泛采用硬齿面齿轮。获得硬齿面齿轮热处理方法有很多。如表面淬火、整体淬火、渗碳淬火、渗氮等,应根据齿轮减速机的特点选定。1.表面淬火,常见的表面淬火方法有高频淬火(对小尺寸齿轮)和火焰淬火(对大尺寸齿轮)两种。表面淬火的淬硬层包括齿根底部时,其效果最好。齿面硬度可达45-55HRC.2.渗氮 采用渗氮可保证齿轮在变形最小的条件下,达到很高的齿面硬度和耐磨性,热处理后不再进行最好的精加工,提高了承载能力。3.渗碳淬火渗碳淬火齿轮具有相对较大的承载能力,但必须采用精加工工序(磨齿)来消除热处理变形,以保证精度。渗碳淬火齿轮常用渗碳前碳的分数为0.2%-0.3%的合金钢,其齿面硬度常在58-62HRC范围内,若低于57HRC时,硬面强度显著下降,高于62HR则脆性增加。渗碳淬火齿轮的硬度,从齿轮表面至深层逐渐降低,而有效渗碳深度规定为表面至硬度5.25HRC处的深度。渗碳淬火在齿轮弯曲疲劳强度方面的作用除使心部硬度有所提高外,还在于表面的残余压应力。它可使最大压应力区的应力减小,因此磨齿时不能磨齿根部分
当驱动电机和间装配同心度保证得较好时,驱动电机输出轴所承受的仅仅是转动力(扭矩),运转时也很平顺,没有脉动感。而在不同心时,驱动电机输出轴还要承受来自行星减速机输入端的径向力(弯矩)。在驱动电机输出轴折断的同时,行星减速机输入端也会承受来自驱动电机输出轴方面的径向力,如果这个径向力超出行星减速机输入端所能承受的**径向负荷的话,其结果也将导致减速机输入端产生变形甚至断裂或输入端支撑轴承损坏。因此,在装配时保证同心度至关重要。从装配工艺上分析,如果驱动电机轴和行星减速机输入端同心,那么驱动电机轴面和输入端孔面间就会很吻合,它们的接触面紧紧相贴,没有径向力和变形空间。而装配时如果不同心,那么接触面之间就会不吻合或有间隙,就有径向力并给变形提供了空间。同样,行星减速机的输出轴也有折断或弯曲现象发生,其原因与驱动电机的断轴原因相同。但行星减速机的出力是驱动电机出力和减速比之积,相对于电机来讲出力更大,故行星减速机输出轴更易被折断。因此,用户在使用行星减速机时,对其输出端装配时同心度的保证更应十分注意。


