

免费咨询热线
18688687067
免费咨询热线
18688687067

联系人:徐先生
电 话:18688687067
网 址:www.srjzdh.com
邮 箱:3136240@qq.com
地 址:深圳市宝安区燕罗街道山门社区第二工业区慧丰工业园一栋105

装置发出异响轮齿损坏轴承游隙过大轴承出现故障迷宫密封圈损坏2.齿轮装置紧固联接处噪音增大按规定力矩拧紧3.支撑点温度升高,箱体内润滑油液位过低或过高油液使用时间过长轴承损坏4.渗油密封不严,油位过高,超过迷官密封圈5.漏油密封不严,径向轴封损坏,轴光洁度差,磨损,箱内压力太大6.工作温度过高机体内油液液位过高油液使用时间过长油液受到污染油泵损坏有冷却系统时,冷却系统流量过少或过大过滤器堵塞有冷却系统时,冷却液温度过高有冷却系统时,冷却系统故障7.润滑液中进水,机油箱内出现油末冷却器故障冷凝现象(对空调房)
在使用过程中需要对其进行保养,以确保能正常运转,延长行星减速机的使用寿命,提高经济效益。下面给大家说说使用超过2000小时后的注意事项有哪些?第一:检查齿轮磨损,需要确保润滑油充分的情况下加入合适的抗磨添加剂,在油箱中增加几个磁性体以吸附金属微粒,减少润滑液中的金属微粒含量;第二:检查减速机是否漏油,漏油常见的是主动轴,从动轴头的密封处漏油,油漆是主动轴的密封圈处,将固定螺栓完全拧紧或者装上密封垫片;第三:检查齿轮是否出现点蚀,在实际的运行过程中可能是热处理较低或者是润滑油的使用不当导致的。
当旋转台减速器发生故障时,先可能想到的就使找专业的维修人员来拆机修理,其实当机器出现故障时,我们先可以做个自查。听声音可以判别齿轮减速电机启动时,异常振动及噪声故障的原因,下面来听一听小编是如何说的。听声音主要是听轴承有无杂音,我们可以在市场上买一根听音棒,棒的另一端安有共鸣器装置,或者使用单根金属棒来听声音。听齿轮减速电机电磁噪声,一般齿轮减速电机内部或多或少会有电磁噪声,当切断电源时就会消失。电磁噪声多数是电磁振动与外、定子铁芯共振发出的声音。引起电磁噪声较大的因素有:气隙不均匀、铁芯松动、电流不平衡、高次谐波电流。当旋转台减速器厂家再次启动时出现异常的振动与响声,也许短时间内对齿轮电机并无严重的损害,但时间一长,定会产生严重后果,因此我们应当及时找出齿轮减速电机出现异常的振动与响声的原因,并及时解决,否则时间长了必定会损坏齿轮减速电机。小编就讲到这里,如果您还有不了解的欢迎及时联系我们,更多新闻咨询小编会继续更新,敬请期待!
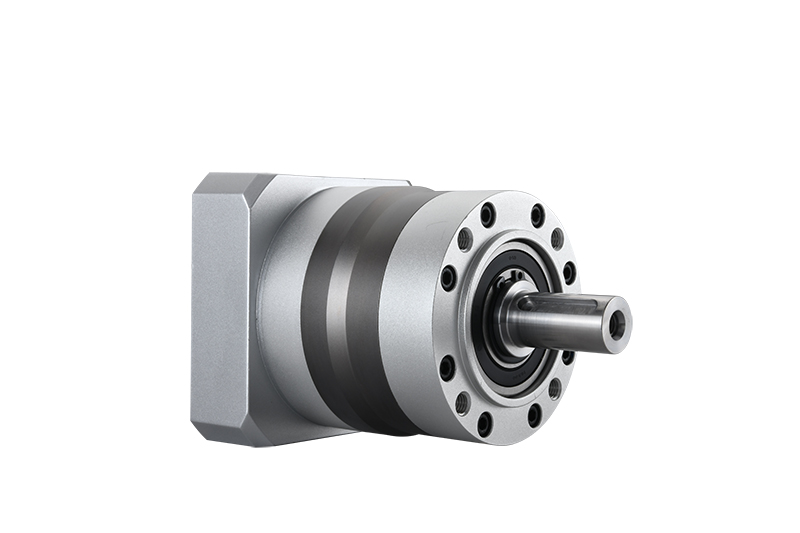
随着工业的快速发展,很多工业产品越来越精细化,台州有很多生产的工厂,精密行星减速机以其体积小、精度高、回差小、刚度高等优点广泛应用于机器人、机床、医疗、包装印刷等行业。下面给大家讲讲行星减速机的重要参数,减速比:输入速度与输出速度之比。系列:行星齿轮的齿数,一般最大可达到三级,效率降低。满负荷效率:在最大负荷条件下(故障停止输出扭矩),减速器的传动效率。工作寿命:减速器在额定载荷和额定输入转速下的累计工作时间。通常用于减速电机、内燃机等高速动力通过减速器输入轴的少齿数齿轮啮合于大齿轮的输出轴,以达到减速的目的。减速器还将有几对相同的主齿轮,以达到预期的减速效果,大小齿轮的比例,就是传动比。系列:行星齿轮的数量。由于一套行星齿轮不能满足较大的传动比,有时需要两套或三套才能满足用户较大的传动比要求。回程间隙:当输出端固定,输入端顺时针和反时针旋转,使得额定转矩+2%的转矩在在行星减速器的输入端,在行星减速器的输入端有一个小的角位移,称为回程间隙。
木工雕刻机械专用在减速机家族中,以其体积小,传动效率高,减速范围广,精度高等诸多优点,而被广泛应用于伺服、步进、直流等传动系统中。工雕刻机械专用行星减速机在减速机家族中,行星减速机以其体积小,传动效率高,减速范围广,精度高等诸多优点,而被广泛应用于伺服、步进、直流等传动系统中。其作用就是在保证精密传动的前提下,主要被用来降低转速增大扭矩和降低负载/电机的转动惯量比。星减速机的作用主要有:1.降速同时提高输出扭矩,扭矩输出比例按电机输出乘减速比,但要注意不能超出行星减速机额定扭矩。 2.减速同时降低了负载的惯量,惯量的减少为减速比的平方。NEWGEAR行星减速机高精度、高频率运转、稳定、长寿命等特性以满足木工机械行业的高精度、大扭矩、高速度、可靠、经济等要求。

今日小编作为厂家主要想跟大家讨论了解下精密行星减速机是如何进行热处理的,减速机热处理有哪些方式呢?热处理方式,选择好的精密行星减速机材料,有利于提高齿轮减速机的承载力及使用寿命。针对精密上海减速机的结构特点和齿轮的载荷性质,应该广泛采用硬齿面齿轮。获得硬齿面齿轮热处理方法有很多。如表面淬火、整体淬火、渗碳淬火、渗氮等,应根据齿轮减速机的特点选定。1.表面淬火,常见的表面淬火方法有高频淬火(对小尺寸齿轮)和火焰淬火(对大尺寸齿轮)两种。表面淬火的淬硬层包括齿根底部时,其效果最好。齿面硬度可达45-55HRC.2.渗氮 采用渗氮可保证齿轮在变形最小的条件下,达到很高的齿面硬度和耐磨性,热处理后不再进行最好的精加工,提高了承载能力。3.渗碳淬火渗碳淬火齿轮具有相对较大的承载能力,但必须采用精加工工序(磨齿)来消除热处理变形,以保证精度。渗碳淬火齿轮常用渗碳前碳的分数为0.2%-0.3%的合金钢,其齿面硬度常在58-62HRC范围内,若低于57HRC时,硬面强度显著下降,高于62HR则脆性增加。渗碳淬火齿轮的硬度,从齿轮表面至深层逐渐降低,而有效渗碳深度规定为表面至硬度5.25HRC处的深度。渗碳淬火在齿轮弯曲疲劳强度方面的作用除使心部硬度有所提高外,还在于表面的残余压应力。它可使最大压应力区的应力减小,因此磨齿时不能磨齿根部分


